Как выбрать уплотнительное устройство головки вращающейся печи?
2026-02-05
- Основная ошибка: гнаться за материалом, забывая про конструкцию
- Три кита выбора: среда, движение, доступность
- История с угольной пылью и ложным выбором
- Температура: почему цифры из паспорта вводят в заблуждение
- Монтаж и первые часы работы — где кроется половина успеха
- Итог: не ищите волшебную таблетку, стройте систему
Выбор уплотнения головки вращающейся печи — это не про каталоги и таблицы, это про понимание того, что на самом деле происходит в этой зоне высоких температур, пыли и постоянных микросмещений. Многие ошибочно начинают с поиска ?самого термостойкого? материала, упуская из виду механику узла и реальные условия эксплуатации, что в итоге приводит к частым остановкам и потерям.
Основная ошибка: гнаться за материалом, забывая про конструкцию
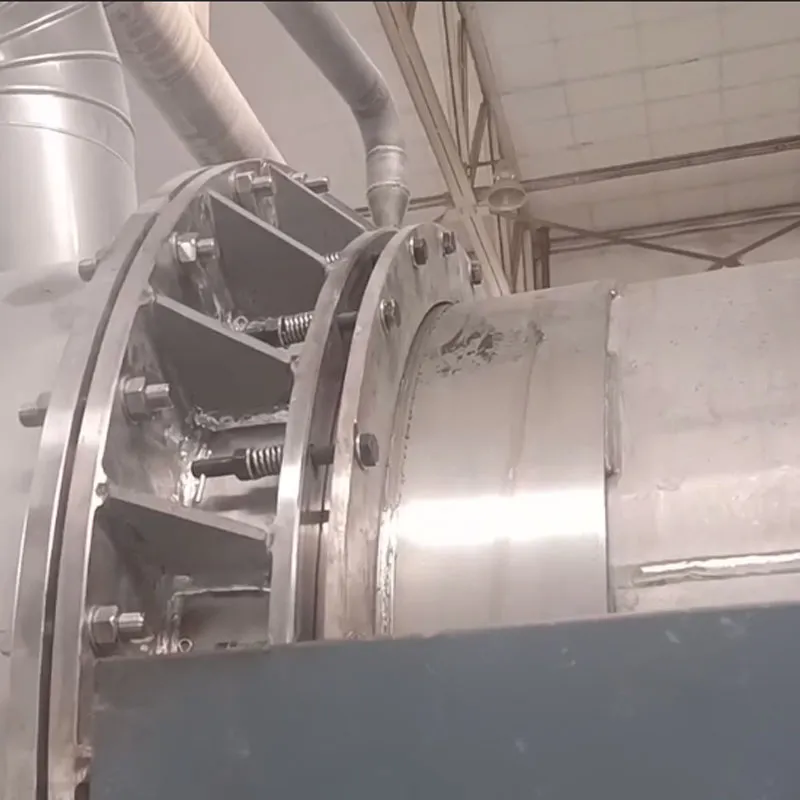
Когда только начинал работать с печами, думал, что главный враг здесь — температура. Искал самые жаростойкие варианты, пробовал разные композиты на основе керамических волокон. Но проблема часто возвращалась: уплотнение либо быстро истиралось, либо начинало пропускать пыль, несмотря на заявленные 1200°C стойкости. Осознание пришло позже: ключевой фактор — не абсолютная термостойкость, а способность материала работать в условиях постоянного радиального биения и осевого ?плавания? бандажа. Температура важна, но она вторична, если уплотнительная система не компенсирует эти движения.
Конструкция самого устройства оказывается первичной. Например, лабиринтные уплотнения хороши для чистых сред, но в цементной пыли их каналы быстро забиваются, образуется пробка, и всё идёт наперекосяк. А комбинированные системы с гибкими металлическими элементами (типа сегментов Грайко) или эластичными композитными пластинами часто показывают себя лучше, потому что могут ?подстраиваться? под неровности.
Здесь стоит упомянуть продукцию, с которой приходилось иметь дело. Например, уплотнения марки ?Шуанцзуань? от ООО Ланфанг Лецзя Механические Запчасти (информацию о них можно найти на https://www.lejiajx.ru). В их ассортименте как раз есть решения для вращающихся печей, где акцент сделан не на один суперматериал, а на систему из нескольких контактных и бесконтактных элементов. Это подход, который близок к правильному: создать барьер, который будет эффективен и при биении, и при температурном расширении.
Три кита выбора: среда, движение, доступность
Исходя из горького опыта, теперь всегда раскладываю задачу на три пункта. Первый — абразивность и химия среды. Цементная пыль — один из самых сложных абразивов. Если в зоне уплотнения ещё есть пары щелочей (а они часто есть), то это сразу отсекает целый класс материалов. Некоторые полимерные композиты, стойкие к температуре, просто ?съедаются? химически.
Второй пункт — кинематика. Нужно получить или самому замерить реальные величины биения торца обечайки печи и осевого хода. Эти цифры — основа для выбора типа контакта. Если биение большое, нужно уплотнение с большим запасом хода или плавающими элементами. Жёстко закреплённая ?расчёска? здесь долго не проживёт.
Третий, чисто практический — вопрос обслуживания. Идеальное уплотнение, для замены которого нужно останавливать печь на трое суток и снимать половину приводного узла, — это плохое уплотнение. Нужно смотреть на модульность, возможность быстрой замены изношенных сегментов ?на горячую?, в рамках планового техобслуживания. Это экономит колоссальные средства.
История с угольной пылью и ложным выбором
Был случай на одном из предприятий. Печь, топливо — угольная пыль. Выбрали, казалось бы, логичное решение: комбинированное уплотнение с графитовыми вставками. Графит же смазывается, термостоек. Но не учли, что угольная пыль, проникая в зазоры, под действием температуры спекалась в твёрдый коксовый монолит. Он не только блокировал работу компенсирующих пружин, но и создавал такое напряжение, что начинало деформироваться крепление. Уплотнение ?вставало колом? и ломалось.
Пришлось переходить на систему с принудительной воздушной завесой, которая создаёт избыточное давление и вытесняет пыль из зоны контакта, совмещённую с более простыми лабиринтными элементами из износостойкой стали. Пыль просто не доходила до узла плотного контакта. Это дороже в монтаже, но в разы увеличило межремонтный период.
Этот пример хорошо показывает, что иногда решение лежит не в плоскости материала уплотнения, а в изменении самой среды вокруг него. Нужно смотреть на узел в целом, а не на деталь.
Температура: почему цифры из паспорта вводят в заблуждение
Производители любят указывать максимальную рабочую температуру. Допустим, 1100°C. Но в реальности на разные части уплотнительного устройства эта температура воздействует по-разному. Наружные элементы могут греться до 300-400°C от излучения с корпуса печи, а внутренние, контактирующие с обечайкой, — до 700-800°C. А ещё есть холодный воздух, который может подаваться для охлаждения или создания завесы.
Получается, материал работает в условиях огромного градиента температур. Это вызывает термические напряжения, которые могут привести к растрескиванию или короблению. Поэтому важно выбирать не просто ?жаростойкий?, а материал с хорошей термостабильностью и низким коэффициентом теплового расширения. Иногда лучше использовать несколько разных материалов в одной сборке, каждый на своём участке.
Тут опять возвращаюсь к практике. На сайте ООО Ланфанг Лецзя в описании их уплотнений ?Шуанцзуань? для тяжёлых условий как раз подчёркивается применение многослойных композитов, где каждый слой выполняет свою функцию: износостойкость, эластичность, термобарьер. Это разумный инженерный подход, а не маркетинг.
Монтаж и первые часы работы — где кроется половина успеха
Можно выбрать идеальное по каталогу устройство и загубить его при установке. Самая частая ошибка — неправильная центровка и выставление зазоров ?на холодную? без учёта теплового расширения. После запуска печь удлиняется, бандажи смещаются — и все расчёты идут прахом.
Нужно чётко следовать инструкции производителя по предварительному смещению элементов при монтаже. Часто её, к сожалению, игнорируют, полагаясь на ?глазомер?. Ещё один критичный момент — первые 24-48 часов работы нового уплотнения. В этот период происходит приработка, возможно небольшое дымление или пыление. Важно не паниковать и не начинать сразу поджимать элементы, нарушая геометрию. Система должна занять своё рабочее положение.
Из практики: всегда рекомендую заказчику вести журнал наблюдений в первые дни после замены — температура в разных точках, визуальное состояние, наличие течей. Эти данные бесценны для последующей оптимизации и понимания, как поведёт себя уплотнение в долгосрочной перспективе.
Итог: не ищите волшебную таблетку, стройте систему
Выбор уплотнительного устройства головки вращающейся печи — это системная задача. Нельзя просто взять ?то, что стоит у соседей?. Нужно анализировать свою конкретную среду, свои величины смещений, свои возможности по обслуживанию.
Идеального, вечного решения не существует. Есть оптимальное для данных условий и данных экономических рамок. Иногда выгоднее поставить более простое и дешёвое уплотнение, но менять его сегменты чаще, чем вкладываться в суперсложную систему, требующую для ремонта привлечения специалистов со стороны.
Главный вывод, к которому пришёл за годы работы: успех определяется не в момент выбора в каталоге, а на этапе анализа реальных условий и грамотного, вдумчивого монтажа. Уплотнение — это не просто запчасть, это система, интегрированная в узел. И относиться к её выбору нужно соответственно — как к проектированию важного узла агрегата.