Уплотнение хвостовой части: тренды и инновации?
2026-02-05
Когда говорят об уплотнении хвостовой части, многие сразу представляют себе стандартные сальниковые набивки или манжеты – и в этом кроется главный просчёт. Реальность на производстве, особенно в тяжёлых условиях цементных или горно-обогатительных комбинатов, куда сложнее. Тренды здесь рождаются не из каталогов, а из конкретных поломок, простоев и поиска решений, которые проживут больше одного межсервисного интервала. Инновации же часто выглядят как доработка старой конструкции под новый, более агрессивный режим работы. Вот об этом, о практической стороне вопроса, и стоит поговорить, отбросив маркетинговые лозунги.
Что на самом деле ломается в хвостовиках
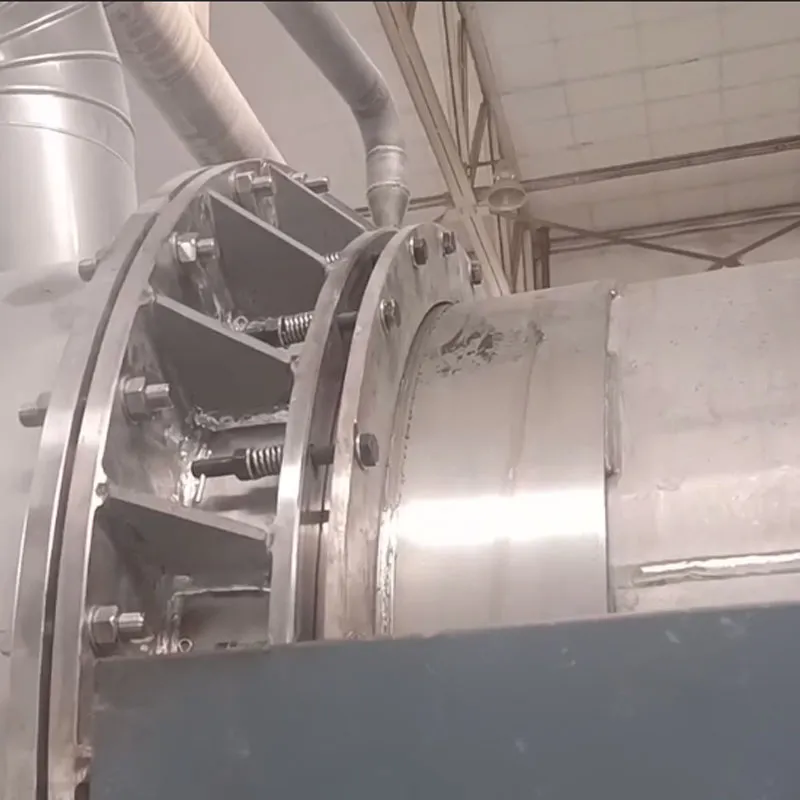
Начну с банального, но ключевого момента: основная проблема – не сам материал уплотнения, а условия его работы. Вращающиеся части печей, барабанных мельниц, дымососов – это всегда биение, вибрация, перекосы. Идеальной соосности не бывает никогда, особенно после нескольких лет эксплуатации. Поэтому уплотнение хвостовой части – это в первую очередь борьба с неидеальной геометрией. Классические сальники на асбестовой или графитированной набивке быстро истираются, если вал ?ходит? даже на полмиллиметра. Тепло от трения только усугубляет ситуацию – набивка спекается, теряет эластичность, начинает пропускать пыль или пары.
Здесь и появляется первый практический тренд – отход от чисто контактных уплотнений в сторону лабиринтных и комбинированных систем. Смысл в том, чтобы создать несколько ступеней защиты. Первый рубеж – лабиринт, который сбивает поток абразивной пыли и горячих газов. Второй – уже контактное уплотнение, но работающее в значительно облегчённых условиях. Мы в своё время на одной из обжиговых печей пробовали ставить только суперсовременные тефлоновые манжеты – не выдержали и трёх месяцев. Абразив цементной пыли съел их. Спасла как раз гибридная схема: внешний лабиринтный отбойник из износостойкого чугуна и внутреннее бесконтактное щёточное уплотнение с подачей упругого очищенного воздуха.
Кстати, о материалах. Часто слышу разговоры про ?революционные полимеры?. На деле, для хвостовиков вращающихся печей, где температуры могут зашкаливать за 300°C, многие полимеры просто нежизнеспособны. Здесь по-прежнему царят металлокорд и специальные композиты на основе графита и керамики. Инновация не в самом материале, а в его структуре и способе армирования. Например, использование спиральной навивки металлической ленты в сочетании с графитовым наполнителем даёт уплотнению возможность ?дышать? – компенсировать тепловые расширения без потери плотности.
Роль систем уплотнения в предотвращении выбросов
Сейчас всё больше внимания уделяется экологическим нормам. Негерметичный хвостовик – это не просто потеря материала, это прямой выброс пыли в атмосферу. И штрафы сегодня таковы, что проще один раз вложиться в качественную систему. Тренд здесь – интеграция уплотнения в общую систему аспирации и контроля давления в аппарате.
Приведу пример из практики. На одном металлургическом предприятии стояла задача устранить выбросы окалины и паров масла из хвостовой части прокатного стана. Стандартные решения не работали из-за огромного теплового расширения вала. Инженеры компании ООО Ланфанг Лецзя Механические Запчасти предложили нестандартный ход: использовать систему двойного действия. Снаружи – лабиринтное уплотнение с отводом основного потока в циклон, внутри – камерное уплотнение их фирменной линейки ?Шуанцзуань?, работающее на осушенном сжатом воздухе, который создавал небольшое избыточное давление внутри узла, не давая внешним загрязнениям проникать внутрь, а внутренним – вырываться наружу.
Этот случай хорошо показывает, как инновация рождается на стыке задач: нужно было не просто ?заткнуть дыру?, а управлять газовыми потоками. Подробности их решений можно найти на их сайте https://www.lejiajx.ru, где описано, как их продукция адаптируется под разные среды – от химически агрессивных до высокотемпературных. Ключевое слово – ?адаптация?. Готового универсального решения нет.
Ошибки при монтаже, которые сводят на нет любую технологию
Самую продвинутую систему можно убить неправильной установкой. Частая ошибка – чрезмерная затяжка сальниковой набивки. Монтажник думает: ?Сильнее зажму – меньше потечёт?. А в итоге перегревается вал, изнашивается напрочь за несколько дней, и начинается течь ещё хуже. Правильная набивка сальниковой коробки – это искусство: каждый колец укладывается отдельно, стыки колец смещаются на 90 градусов, а окончательная затяжка производится уже на горячем агрегате, после прогрева и теплового расширения.
Другая беда – игнорирование состояния сопрягаемых поверхностей. Можно поставить суперсовременное керамическое торцевое уплотнение, но если на валу есть продольные риски или раковины, оно будет течь. Перед монтажом уплотнения хвостовой части вал обязательно нужно шлифовать, а часто – и напылять твёрдый износостойкий coating. Это кажется лишней тратой времени и денег, но на дистанции окупается сторицей.
Где искать информацию и решения: практический взгляд
Каталоги производителей – это лишь отправная точка. Настоящее понимание приходит из технических отчётов по конкретным применениям и, что ещё важнее, из общения с коллегами на других предприятиях. Отраслевые форумы, специализированные выставки – там часто можно узнать о неудачных попытках, которые ни одна компания в рекламном буклете не опубликует.
Например, та же компания ООО Ланфанг Лецзя в своём описании честно указывает, что их уплотнения ?Шуанцзуань? применяются в цементной, энергетической, химической, нефтяной и горнодобывающей отраслях. Это не просто список – это намёк на то, что продукт испытан в разных, в том числе и очень жёстких, средах. Для специалиста такая информация ценнее, чем общие фразы о ?высоком качестве?. Значит, материал устойчив и к щелочной цементной пыли, и к кислотным парам, и к углеводородам.
При выборе я всегда сначала смотрю на аналогичные применения. Если уплотнение хорошо показало себя на хвостовике вращающейся печи на цементном заводе в схожих температурных и нагрузочных условиях, есть шанс, что оно подойдёт и для нашей сушилки. Потом уже иду в спецификации: какие точно температуры, какое давление среды, есть ли осевые и радиальные смещения, характер вибрации.
Будущее: цифра, материалы или старый добрый механика?
Много говорят про цифровые двойники и IoT-датчики для мониторинга состояния уплотнений. Это, безусловно, тренд, но для большинства отечественных предприятий – пока что из области футурологии. Более актуальное направление – развитие самодиагностирующихся систем. Простейший пример – термопары, встроенные в корпус сальниковой камеры. Рост температуры – первый сигнал об износе или неправильной затяжке.
Что же касается материалов, то здесь жду прогресса в области керамик и керметов (керамико-металлических композитов). Они способны выдерживать чудовищные температуры и абразивный износ. Проблема в их хрупкости и сложности обработки. Но если удастся создать достаточно пластичный и при этом стойкий композит, это будет прорыв. Пока же чаще вижу возврат к проверенным решениям, но в более продуманном исполнении.
В конечном счёте, тренды в области уплотнения хвостовой части определяются не модой, а экономикой. Инновация оправдана только тогда, когда она увеличивает межремонтный пробег оборудования и снижает совокупную стоимость владения. Иногда это дорогая керамика, а иногда – просто грамотно рассчитанный и установленный лабиринт из обычной стали. Главное – понимать физику процесса, а не гнаться за красивыми словами в каталоге. Опыт, вшитый в конкретные условия завода, по-прежнему дороже любой, даже самой умной, теории.