Вихревое уплотнение печи: инновации или риск?
2026-02-05
Вихревое уплотнение для печей — технология, которая у всех на слуху, но мало кто понимает её реальные границы. Говорят об инновациях, но на практике часто сталкиваешься с рисками, о которых предпочитают молчать. Я видел, как это работает в металлургии и цементной промышленности, и скажу честно: это не панацея, а инструмент, требующий глубокого понимания процесса.
Что на самом деле скрывается за термином вихревое уплотнение?
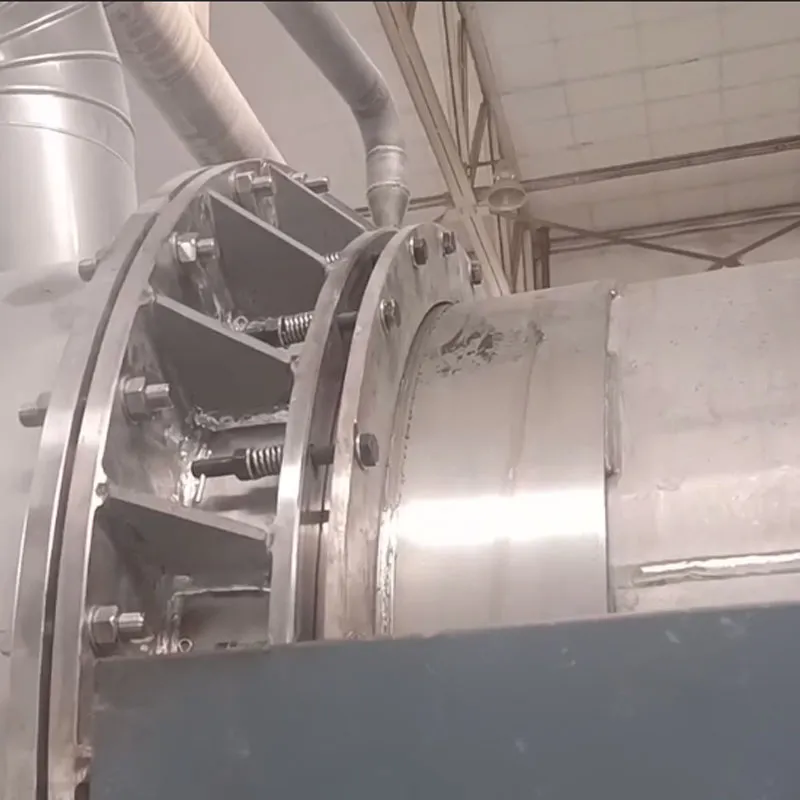
Когда слышишь вихревое уплотнение, первая мысль — что-то связанное с динамическим завихрением потока для герметизации. Отчасти это так. Но суть не в самом вихре, а в том, как управлять этим потоком в условиях высоких температур и абразивной среды, например, в печах обжига или доменных печах. Многие поставщики рисуют идеальную картину, но забывают упомянуть, что вихревое уплотнение критически зависит от точности изготовления и балансировки. Малейший перекос — и вместо герметизации получаешь ускоренный износ.
Вспоминается случай на одном из цементных заводов под Пермью. Там установили систему с вихревым принципом на печь для обжига клинкера. Инженеры рассчитывали на снижение утечек и экономию энергии. Первые месяцы всё работало отлично, но потом начались вибрации. Оказалось, что из-за неравномерного нагрева корпуса геометрия каналов, формирующих вихрь, изменилась на доли миллиметра. Этого хватило, чтобы эффективность упала почти на 40%. Пришлось останавливать линию и вносить коррективы — добавлять компенсаторы теплового расширения. Это типичный пример, когда теория расходится с практикой.
Именно поэтому я всегда скептически отношусь к броским презентациям. Реальная эксплуатация в химической или металлургической отрасли вносит свои жёсткие поправки. Нужно учитывать не только температуру, но и состав газов, наличие мелкодисперсной пыли (например, в цементной промышленности), цикличность нагрузок. Вихревая технология не терпит универсальных решений — каждый случай требует адаптации.
Где инновации, а где скрытые риски?
Инновационность вихревых систем часто преувеличивают. По сути, физика процесса известна давно. Новизна — в материалах и точном расчёте. Например, использование керамокомпозитов для элементов, формирующих вихрь, позволило работать при температурах выше 1300°C. Это прорыв? Безусловно. Но риск здесь в долговечности. Керамика хрупка к термоударам. Резкий пуск печи после останова может привести к образованию микротрещин.
Один из самых больших рисков, о котором редко говорят, — это взаимодействие с общей системой аспирации и давления в печи. Вихревое уплотнение — это элемент системы. Если его внедрять без анализа всей газодинамики агрегата, можно получить обратный эффект. Был проект на предприятии по производству огнеупоров: установили вихревые уплотнители на печь, но не модернизировали дымососы. В результате возникло избыточное разрежение в зоне уплотнения, которое стало затягивать внешний воздух с ещё большей интенсивностью. Проблему решили только после комплексного аудита всей газовоздушного тракта.
Ещё один момент — ремонтопригодность. Конструкции часто делают моноблочными, чтобы обеспечить точность. Но в условиях цеха, при необходимости срочного ремонта, это превращается в головную боль. Ждёшь неделю новый блок, пока печь простаивает. Поэтому сейчас некоторые производители, вроде ООО Ланфанг Лецзя Механические Запчасти, предлагают модульные решения. На их сайте https://www.lejiajx.ru можно увидеть, что они акцентируют внимание на применении своей продукции, включая уплотнения, в сложных отраслях. Их подход, судя по описанию, ближе к практикам — упор на адаптацию под конкретные условия, а не на продажу волшебной таблетки.
Практический опыт: от неудачи к рабочему решению
Расскажу о своём опыте внедрения на небольшой сталеплавильной печи. Задача была снизить выбросы и потери тепла через зазоры в подвижных элементах. Выбрали вихревую систему с подачей запирающего воздуха. На бумаге всё сходилось. Но в реальности сжатый воздух на заводе был нестабилен по давлению и имел высокую влажность. Вихревой эффект становился нестабильным, а при попадании влаги в зону высоких температур возникали локальные перепады, ведущие к деформациям.
Пришлось на ходу дорабатывать: ставить дополнительные осушители и регуляторы давления, что увеличило стоимость проекта почти на четверть. Зато получили ценный урок: инновационная система бесполезна без обеспечения идеальных книжных условий. Или же система должна быть изначально рассчитана на неидеальные условия. После этой истории я всегда требую от поставщиков данные о минимальной и максимальной допустимой чистоте и стабильности запирающей среды.
Кстати, это перекликается с тем, что предлагают специализированные компании. Например, та же ООО Ланфанг Лецзя Механические Запчасти в своём ассортименте указывает на применение уплотнений марки Шуанцзуань в энергетической и нефтяной отраслях — средах, где вопросы чистоты и стабильности рабочих сред стоят остро. Это говорит о том, что их продукция, возможно, изначально проектируется с учётом подобных рисков.
Взгляд изнутри: детали, которые решают всё
Часто всё упирается в мелочи. Возьмём зазор между ротором и статором в вихревом уплотнителе. В каталогах пишут оптимальный зазор 0.3-0.5 мм. Но оптимальный для чего? Для максимальной герметичности? Для минимального износа? Для стойкости к забросам температуры? На практике приходится искать компромисс. На абразивных производствах (горная, цементная промышленность) зазор иногда сознательно увеличивают, жертвуя частью эффективности, но резко повышая срок службы. Иначе менять узлы придётся каждые полгода.
Материал — отдельная история. Высоколегированная сталь, никелевые сплавы, керамика — выбор огромен. Но нужно смотреть не на каталог, а на реальный состав среды. В химической промышленности, скажем, могут присутствовать агрессивные пары, которые съедят обычную нержавейку за сезон. Тут без детального хим. анализа не обойтись. Я видел, как уплотнение из суперсплава успешно работало на печи пиролиза, но полностью вышло из строя на аналогичной по температуре печи в производстве удобрений из-за присутствия хлоридов.
Ещё один критичный момент — система охлаждения. Вихревой эффект часто связан с перепадом давления и температур. Узлы нуждаются в активном охлаждении. Если расчёт циркуляции воды или воздуха сделан неправильно, происходит локальный перегрев и зависание ротора. Однажды наблюдал такую аварию на вращающейся печи: из-за засорения одного канала охлаждения вихревой блок перекосило, и он фактически заклинил. Остановка, демонтаж, простой — убытки колоссальные.
Когда вихревое уплотнение — оправданный выбор?
Несмотря на все риски, есть ситуации, где без вихревых технологий сложно обойтись. Прежде всего, это высокоскоростные вращающиеся узлы, где контактные уплотнения быстро изнашиваются. Также это агрегаты с очень высокими температурами, где традиционные сальниковые набивки просто не работают. В таких случаях грамотно рассчитанное вихревое уплотнение становится не инновацией ради галочки, а необходимым техническим решением.
Ключевое слово — грамотно. Это означает глубокий инжиниринг, моделирование газодинамики, учёт всех эксплуатационных факторов и, что очень важно, наличие квалифицированного персонала для обслуживания. Без этого любая, даже самая совершенная система, превратится в источник постоянных проблем и затрат.
В этом контексте интересен подход компаний, которые работают не просто как поставщики, а как инжиниринговые партнёры. Судя по описанию деятельности ООО Ланфанг Лецзя Механические Запчасти, их продукция широко применяется в целой гамме отраслей — от цементной до экологической. Это косвенно указывает на то, что они, вероятно, сталкиваются с разнообразными нестандартными задачами и вынуждены предлагать гибкие, продуманные решения, а не просто детали с полки.
Выводы: баланс между потенциалом и реальностью
Так инновация или риск? И то, и другое. Вихревое уплотнение печи — это мощный инструмент с огромным потенциалом для повышения эффективности и экологичности производств. Но этот инструмент очень требователен. Он не прощает поверхностного подхода, невнимания к деталям и желания сэкономить на расчётах и качественных материалах.
Мой совет, основанный на горьком и успешном опыте: внедрять такие системы нужно поэтапно. Сначала — пилотный проект на менее критичном агрегате. Обязательно вести подробный журнал режимов работы, всех отклонений и инцидентов. Требовать от поставщителя не только паспортные данные, но и отчёт о моделировании для ваших конкретных условий. И всегда иметь план Б на случай, если система поведёт себя не так, как ожидалось.
В конечном счёте, будущее, думаю, за гибридными решениями, где вихревой принцип сочетается с другими типами уплотнений или системами мониторинга в реальном времени. Технология не стоит на месте. Но её успех на вашем производстве зависит не от модного слова инновация, а от трезвого инженерного расчёта, внимания к мелочам и готовности к кропотливой настройке. Именно так рождаются по-настоящему рабочие и надёжные решения, а не просто дорогие эксперименты.