Как улучшить уплотнение головки печи?
2026-02-05
- Ошибки в выборе материала и почему самый твердый — не всегда лучший
- Подготовка поверхности: этап, который решает 50% успеха
- Технология монтажа: сила затяжки и последовательность
- Учет тепловых расширений и рабочих циклов
- Диагностика и обслуживание: как не довести до аварии
- Резюме: системный подход вместо точечных решений
Проблема уплотнения головки печи — это не просто вопрос выбора материала, это комплексная задача, где пересекаются термомеханические нагрузки, качество монтажа и, что часто упускают из виду, регулярность диагностики. Многие ошибочно полагаются на дорогие материалы, игнорируя подготовку поверхности и тепловые зазоры, что приводит к быстрому прогару и остановкам. В этой заметке разберем ключевые аспекты на основе практики, без теории из учебников.
Ошибки в выборе материала и почему самый твердый — не всегда лучший
Часто первое, что приходит в голову — взять материал максимальной термостойкости, скажем, керамическое волокно с высоким содержанием глинозема. Но здесь кроется ловушка: при постоянных циклах нагрева-остывания в головке печи важна не только стойкость к температуре, но и устойчивость к термоударам. Слишком жесткий материал может растрескаться от вибраций печи. Я видел случаи, когда уплотнение из сверхплотного карбида кремния давало микротрещины уже через две недели, потому что не было учтено линейное расширение корпуса. Нужен компромисс.
В этом контексте нельзя не упомянуть продукцию ООО Ланфанг Лецзя Механические Запчасти. На их сайте https://www.lejiajx.ru представлены уплотнения марки Шуанцзуань, которые как раз предлагают такие сбалансированные решения. В их ассортименте есть материалы, рассчитанные на разные температурные зоны и типы нагрузок, что для цементной или металлургической отрасли, где они широко применяются, критически важно. Это не реклама, а констатация факта: специализированный производитель часто лучше знает нюансы.
И еще один момент по материалам: иногда эффективнее использовать комбинацию. Например, первый слой — мягкое базальтовое волокно для компенсации неровностей, второй — более плотный и термостойкий слой. Это повышает общую живучесть уплотнения.
Подготовка поверхности: этап, который решает 50% успеха
Какой бы идеальный шнур или мат вы ни купили, если поверхность головки печи покрыта окалиной, старыми остатками уплотнения или просто неровная — все насмарку. Зазоры будут. Тепловой мост сформируется. Здесь нужна педантичность: механическая зачистка, обезжиривание, проверка геометрии фланцев. Часто пренебрегают этим, особенно при срочном ремонте, и потом удивляются, почему новое уплотнение не держит.
Лично сталкивался с ситуацией на вращающейся печи: после зачистки шлифмашинкой казалось, что поверхность идеальна. Но приложили контрольную линейку — оказался прогиб в пару миллиметров по центру. Его вовремя устранили рихтовкой. Если бы пропустили, уплотнение в этом месте работало бы на разрыв. Мелкая, но важная деталь.
Также важно учитывать состояние крепежных элементов. Деформированные болты или шпильки не позволят обеспечить равномерное прижатие по всему контуру. Их лучше сразу заменить.
Технология монтажа: сила затяжки и последовательность
Это кажется очевидным, но ошибок здесь масса. Затягивать болты крест-накрест и в несколько проходов, с постепенным увеличением момента — золотое правило. Один раз наблюдал, как бригада, торопясь, затянула все болты по кругу одним заходом. Результат — неравномерное обжатие, с одной стороны материал вылез, с другой — остался зазор. При первом же прогреве печи пошли густые шлейфы утечек.
Сила затяжки — отдельная тема. Слишком слабо — не обеспечит контакта, слишком сильно — может повредить или чрезмерно спрессовать уплотнительный материал, лишив его эластичных свойств. Нужно следовать рекомендациям производителя материала. Для тех же уплотнений Шуанцзуань такие данные обычно предоставляются, что сильно облегчает жизнь монтажникам.
Еще один практический совет: если используется уплотнительный шнур, его стык нужно делать не встык, а внахлест, с небольшим подпрессовыванием. Прямой стык — всегда слабое место.
Учет тепловых расширений и рабочих циклов
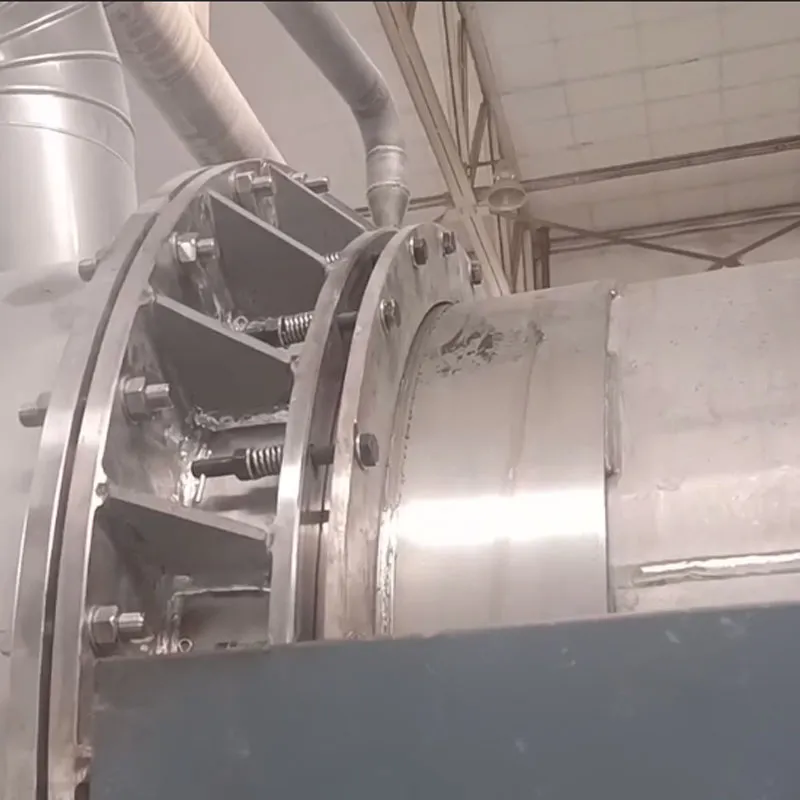
Конструкция головки печи при нагреве расширяется, и не всегда равномерно. Если при монтаже на холодную все подогнано идеально, это не гарантирует герметичность в рабочем режиме. Нужно либо проводить окончательную подтяжку крепежа после первого прогрева до рабочих температур (так называемая горячая подтяжка), либо изначально закладывать в конструкцию компенсаторы — пружинные шайбы, лирообразные болты.
На химическом производнии была печь с частыми остановками на профилактику. Циклы горячо-холодно были очень интенсивными. Стандартное уплотнение не выдерживало. Проблему решили, подобрав материал с высокой остаточной эластичностью после температурного воздействия и добавив в конструкцию упругие элементы. После этого межремонтный период вырос втрое.
Здесь как раз видна разница между подходами. Универсального решения нет. Для печи, работающей постоянно, и для печи с частыми остановками решения будут разными, даже если температура одна и та же.
Диагностика и обслуживание: как не довести до аварии
Уплотнение — расходный материал. Его нужно регулярно проверять. Самый простой, но эффективный метод — тепловизионный контроль. Утечки горячих газов или воздуха подсоса четко видны на термограмме. Это позволяет планировать ремонты, а не тушить пожары в аварийном режиме.
Также стоит обращать внимание на косвенные признаки: локальный перегрев корпуса в районе фланца, изменение цвета дыма из щелей, повышенный расход топлива при том же режиме работы. Все это сигналы.
В идеале, после монтажа нового уплотнения стоит завести журнал, где отмечать состояние ключевых точек после каждого цикла или месяца работы. Это помогает выявить закономерности и предсказать срок службы конкретного материала в ваших условиях.
Резюме: системный подход вместо точечных решений
Итак, улучшение уплотнения головки печи — это не просто замена материала. Это цепочка: правильная диагностика причины износа старого → выбор сбалансированного материала под конкретные условия (тут могут помочь специализированные поставщики вроде ООО Ланфанг Лецзя) → тщательная подготовка → грамотный монтаж с контролем усилий → учет тепловых деформаций → и, наконец, плановый мониторинг.
Пропуск любого звена снижает эффективность всей работы. Часто предприятия экономят на диагностике или подготовке, покупая дорогой материал, и в итоге тратят больше на простои и повторные ремонты.
Главный вывод, который можно сделать из опыта: нет волшебной таблетки. Есть понимание физики процесса в вашей конкретной печи и скрупулезное выполнение всех этапов. Только тогда можно говорить о реальном улучшении и долгосрочном результате.