Уплотнение печи: тренды и инновации?
2026-02-05
Уплотнение печи — тема, в которой каждый второй специалист путает технологические тренды с маркетинговым шумом. Если отбросить рекламу, остаётся лишь несколько реально работающих решений, и именно о них стоит говорить.
Что на самом деле меняется в уплотнениях?
В последние годы многие стали увлекаться ?умными? материалами, но на практике часто выходит, что старый добрый графит с правильной пропиткой работает надёжнее новомодных композитов. Помню, на одной из цементных печей в Подмосковье пробовали ставить керамические уплотнения — обещали вечную службу. Через три месяца пошли трещины от термоциклирования. Вернулись к многослойным уплотнениям на основе металлоасбестовых каркасов, и до сих пор работают. Тренд? Скорее, возврат к здравому смыслу.
Инновации часто приходят из смежных областей. Например, в энергетике давно используют спиральные навивки для турбин, а теперь эту технологию адаптируют для уплотнения загрузочных устройств печей. Суть в том, что уплотнительный элемент не просто прижимается, а работает по принципу ?пружины?, компенсируя вибрации. Это снижает износ, но требует точной подгонки по месту — готовых решений почти нет.
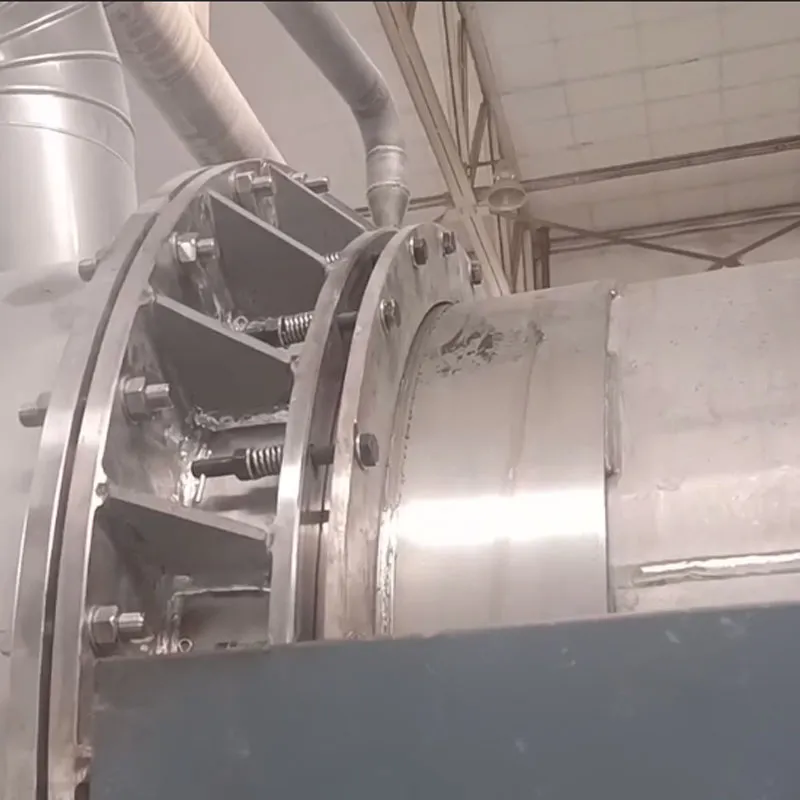
Ещё один момент — уплотнение торцевых частей вращающихся печей. Тут часто грешат на качество изготовления, но проблема обычно в неправильном расчёте теплового расширения. Видел случай, когда заказчик сэкономил на инжиниринге, поставил стандартное уплотнение печи без учёта локальных перегревов. Результат — прогар через полгода. Инновация здесь — не в материале, а в подходе: теперь перед проектированием делают тепловизионный анализ всей зоны контакта.
Где ошибаются при выборе материалов?
Самое распространённое заблуждение — чем выше температура применения, тем лучше материал. Это не так. Для зон с резкими перепадами, например, в области выгрузки клинкера, нужна не столько жаропрочность, сколько устойчивость к термоударам. Силиконовые композиты с карбидкремниевыми наполнителями здесь показывают себя лучше, чем чистая керамика. Но и они не панацея — при длительном контакте с абразивной пылью истираются быстрее, чем хотелось бы.
Металлические шнуры и пластины, типа тех, что использует ООО Ланфанг Лецзя Механические Запчасти в своей линейке ?Шуанцзуань?, часто незаслуженно обходят вниманием. А зря — для уплотнений в зонах умеренных температур (до 600°C) и высоких механических нагрузок они остаются одним из самых выгодных вариантов. Особенно в горнодобывающей и металлургической отраслях, где важна стойкость к деформациям. На их сайте https://www.lejiajx.ru можно увидеть, что продукция как раз ориентирована на такие сложные условия.
Личный опыт: на химическом комбинате под Пермью ставили эксперимент — сравнивали импортный армированный фторэластомер и отечественный асбометаллический шнур на одном узле печи для обжига катализаторов. Импортный материал ?поплыл? после серии остановок-пусков, когда температура скакала. Наш шнур, конечно, тоже потребовал подтяжки, но сохранил форму. Вывод — инновационность не всегда в новизне, иногда в правильном применении старого.
Проблемы монтажа, о которых не пишут в каталогах
Даже самое совершенное уплотнение можно испортить при установке. Частая ошибка — чрезмерная затяжка. Кажется, сильнее зажмёшь — лучше герметичность. На деле это ведёт к потере эластичности, ускоренной ползучести материала и, как следствие, к разгерметизации при первой же тепловой деформации печи. Особенно критично для композитных материалов.
Ещё один нюанс — подготовка поверхности. Её часто просто зачищают щёткой, но для долговечности контактную зону нужно шлифовать до определённой шероховатости. Слишком гладкая поверхность — недостаточное сцепление, слишком грубая — ускоренный износ уплотнителя. Оптимальный параметр приходится подбирать опытным путём, универсальных рецептов нет.
Работал с уплотнениями на объекте в Челябинске, где печь имела лёгкий эксцентриситет вращения. Производитель узла рекомендовал стандартный монтаж. В итоге уплотнение изнашивалось неравномерно, с одной стороны зазор увеличивался катастрофически быстро. Пришлось разрабатывать нестандартную схему установки с предварительным смещением центра. Это к вопросу о том, что типовые решения часто требуют доработки на месте.
Кейс: почему ?стандарт? не всегда работает
Расскажу на реальном примере из цементной отрасли. На заводе решили модернизировать уплотнение на холодильнике клинкера. Выбрали по каталогу современное лабиринтное уплотнение с воздушным завесой — технология, в теории, снижающая абразивный износ. Смонтировали, запустили. А через месяц — резкий рост пылевыноса и перерасход воздуха на продувку.
Стали разбираться. Оказалось, конструкция лабиринта была рассчитана на определённую гранулометрию клинкера, а на этом производстве фракция была мельче. Мелкая пыль проникала в зазоры, забивала их, и эффективность воздушной завесы падала почти до нуля. Пришлось оперативно менять конфигурацию лабиринта и увеличивать давление продувочного воздуха. Это дополнительные затраты и простой.
Мораль: любое, даже самое продвинутое уплотнение печи, нужно ?привязывать? к конкретным условиям работы агрегата. Без детального техпроцесса и анализа среды даже самая разрекламированная инновация может оказаться бесполезной. Сейчас на том же заводе для аналогичных узлов используют гибридные решения — комбинацию лабиринта и эластичных контактных элементов, что даёт страховку на случай изменения параметров сырья.
Взгляд в будущее: куда двигаться?
Если говорить о перспективах, то, на мой взгляд, основной вектор — не создание ?волшебного? материала, а развитие систем мониторинга состояния уплотнения. Датчики температуры, вибрации, зазора в реальном времени — вот что действительно может сократить простои. Пока такие системы — редкость, дороги и требуют квалификации для обслуживания.
Ещё один тренд, который только набирает силу — модульные уплотнительные системы. Вместо замены всего узла можно оперативно поменять изношенный сегмент. Это особенно актуально для крупных вращающихся печей в металлургии и горнодобыче, где остановка на ремонт стоит огромных денег. Компании вроде ООО Ланфанг Лецзя Механические Запчасти, судя по ассортименту, уже двигаются в этом направлении, предлагая изделия, которые можно компоновать.
В целом, инновации в области уплотнения сегодня — это скорее эволюция, а не революция. Большинство прорывов связано не с материалами, а с методами расчёта, монтажа и контроля. Самый надёжный подход — не гнаться за модными названиями, а глубоко анализировать условия работы каждого конкретного узла и подбирать решение, возможно, консервативное, но проверенное. Как показывает практика, часто именно такой подход оказывается и самым экономичным в долгосрочной перспективе.