Уплотнитель головки печи: инновации?
2026-02-05
Уплотнитель головки печи — это не просто прокладка, а критический узел, от которого зависят герметичность, энергоэффективность и срок службы всей вращающейся печи. Многие до сих пор считают, что главное — это стойкость к температуре, но на деле всё сложнее: динамические нагрузки, осевые и радиальные смещения, абразивное воздействие. В этой заметке я поделюсь наблюдениями по материалам, конструкциям и типичным ошибкам при монтаже, основанными на практике работы с печами в цементной и металлургической отраслях.
Материалы: что на самом деле выдерживает условия?
Раньше стандартом считался асбест, но сейчас, по понятным причинам, ищем альтернативы. Пробовали разные композиты на основе керамических волокон с металлическими вставками. Часто говорят про высокотемпературную стойкость, но забывают про циклические тепловые удары — материал должен быть не просто тугоплавким, а сохранять эластичность и компенсировать тепловое расширение. Видел случаи, когда уплотнитель из отличного по паспорту материала рассыпался через полгода из-за постоянных остановок и пусков печи.
Здесь стоит упомянуть продукцию марки Шуанцзуань, которую поставляет ООО Ланфанг Лецзя Механические Запчасти. На их сайте https://www.lejiajx.ru можно увидеть, что их уплотнения применяются в цементной, металлургической и горнодобывающей отраслях — как раз наши условия. В их ассортименте есть решения для головок печей, которые, судя по описанию, рассчитаны на комплексные нагрузки. Сам не монтировал, но коллеги из одного цементного завода отмечали, что такие уплотнители хорошо отрабатывают при радиальных биениях.
Ключевой момент — не гнаться за максимальной температурой, указанной в каталоге. Важнее смотреть на поведение материала в диапазоне рабочих температур конкретной печи. Иногда более ?слабый? по паспорту, но более гибкий композит служит дольше, потому что не трескается.
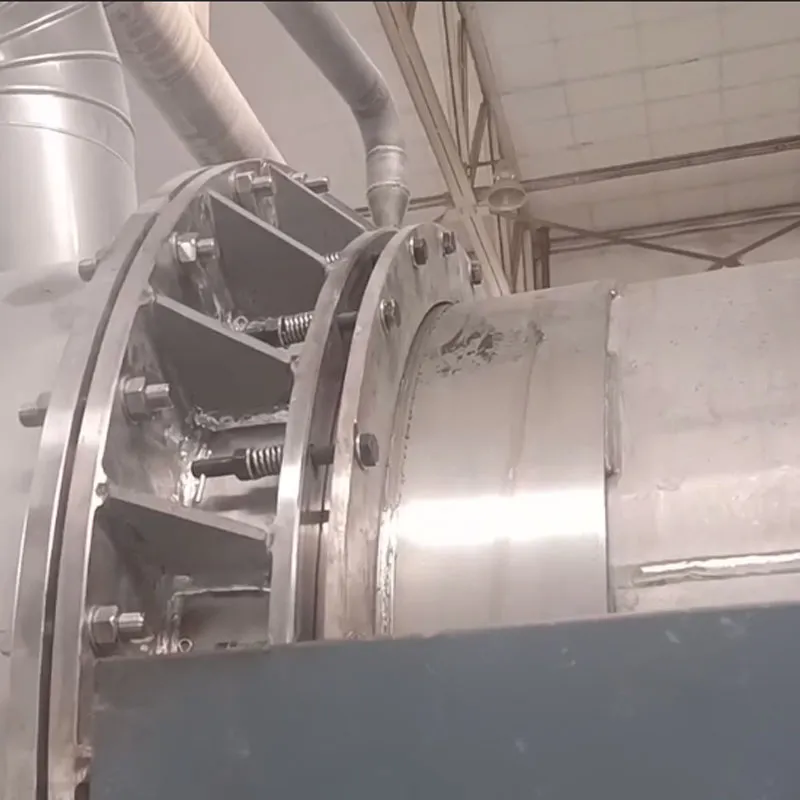
Конструкция узла: где кроются проблемы?
Сама постановка вопроса ?инновации?? к уплотнителю головки печи немного забавна. Часто инновацией называют возврат к проверенным решениям, но с новыми материалами. Основные конструкции — лабиринтные, сальниковые с набивкой, комбинированные с пружинным или рычажным прижимом. Инновацией ли это можно назвать? Скорее, эволюцией.
На практике большинство проблем возникает не с материалом уплотнителя, а с системой его прижима и компенсации износа. Видел конструкции, где прижим осуществлялся обычными болтами — их нужно было регулярно подтягивать, и в итоге фланец деформировался. Сейчас чаще идут по пути саморегулирующихся систем с пружинными блоками или даже с гидравлическим поджатием. Но и тут есть нюанс: такая система добавляет сложности и точек потенциального отказа.
Одна из самых удачных, на мой взгляд, конструкций — это комбинированный лабиринтно-сальниковый узел с графитовой шнуровой набивкой, которая самоуплотняется при нагреве. Но она требует очень точной сборки. Малейший перекос — и герметичность теряется, начинается подсос холодного воздуха.
Монтаж и эксплуатация: теория против практики
Здесь можно написать целую книгу ошибок. Самый частый промах — установка нового уплотнителя на старый, изношенный и невыровненный торец корпуса печи или головки. Меняем уплотнение, а проблема не уходит. Нужно сначала проверить и, если нужно, проточить посадочную поверхность.
Второй момент — затяжка. Если это болтовое соединение, то нужно соблюдать схему и момент затяжки, идти крест-накрест. Часто бригада, чтобы сэкономить время, затягивает по кругу, что приводит к неравномерному прижиму и быстрому износу с одной стороны. Для саморегулирующихся систем важно проверить свободный ход всех компенсирующих элементов перед пуском.
И третье — отсутствие мониторинга. Уплотнение головки печи — расходник, и его состояние нужно отслеживать. Простейший способ — регулярный тепловизионный контроль зоны вокруг узла. Повышение температуры на корпусе — первый признак разгерметизации и подсоса воздуха. Многие ждут, пока не начнется явный вынос пыли или не упадет КПД печи.
Кейс: неудачная попытка с ?суперсовременным? решением
Пару лет назад на одной из печей нам предложили опробовать модульную систему уплотнения с керамическими сегментами на магнитных креплениях. Сулили быстрый монтаж и идеальную компенсацию биений. На бумаге всё выглядело идеально.
На практике же выяснилось, что магнитные крепления плохо переносят постоянную вибрацию и температуру выше расчетной (а она в реальном режиме всегда выше). Через три месяца несколько сегментов отвалились и попали в зазор. Остановка, внеплановая замена, возврат к классической схеме с прижимными планками. Вывод: любое новое решение нужно сначала испытывать в щадящих условиях, а не на критическом агрегате.
Этот опыт заставил нас более скептически относиться к радикальным ?инновациям?. Часто надежнее оказывается проверенная схема, но выполненная из более современных материалов — например, тех же композитов от Шуанцзуань, которые позиционируются как раз для тяжелых условий.
На что смотреть при выборе сегодня?
Итак, если резюмировать. Не существует универсального идеального уплотнителя головки печи. Выбор — это всегда компромисс. Сначала нужно четко понять свои условия: не только пиковую температуру, но и диапазон рабочих температур, величину и характер возможных смещений (осевых, радиальных), наличие вибрации, агрессивность среды (пыль, химические пары).
Затем смотреть на конструкцию узла в целом. Готовы ли вы к системе с регулярным обслуживанием (подтяжка болтов) или вам нужна максимально автономная работа? Это определит тип прижимного механизма.
И только потом выбирать материал и конкретного поставщика. Стоит изучать не только каталоги, но и реальные отзывы с похожих производств. Сайты компаний, таких как ООО Ланфанг Лецзя Механические Запчасти, полезны для получения общей информации и понимания ассортимента, но окончательное решение должно подкрепляться либо тестовой эксплуатацией, либо рекомендациями проверенных коллег. Их продукция марки Шуанцзуань — один из вариантов на рынке, который заслуживает внимания для сложных задач в энергетике или металлургии, судя по заявленной сфере применения.
В конечном счете, ?инновационность? уплотнителя определяется не новизной самого решения, а его способностью надежно, долго и с минимальными затратами на обслуживание решать конкретную задачу на конкретной печи. Иногда самое инновационное — это грамотно примененная классика.