Уплотнитель хвостовой печи: новые технологии?
2026-02-05
Уплотнитель хвостовой печи — тема, вокруг которой столько разговоров, но часто всё сводится к банальной замене старых материалов на новые, без понимания, что на самом деле критично в работе. Многие думают, что главное — выдержать температуру, а на деле проблемы начинаются с вибраций, перекосов и банального износа от абразивной пыли. Вот об этом и хочу порассуждать, исходя из того, что видел на практике, особенно с уплотнениями, которые поставляют китайские производители вроде ООО Ланфанг Лецзя Механические Запчасти — у них марка Шуанцзуань довольно известна в цементной и металлургической отраслях. Но даже с хорошими материалами бывают нюансы, которые в спецификациях не прочитаешь.
Что на самом деле убивает уплотнение хвостовой печи?
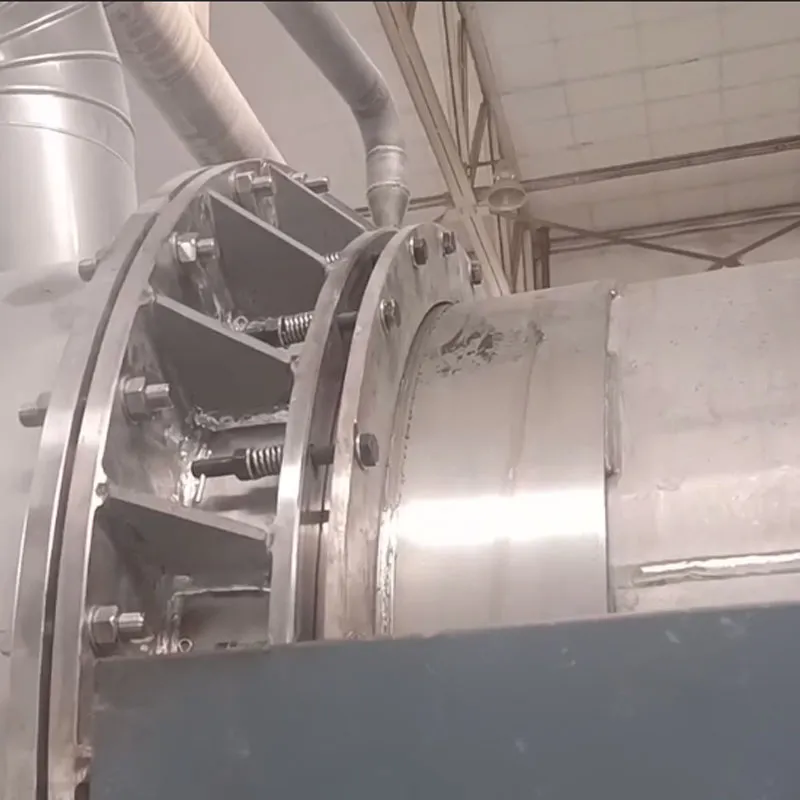
Когда говорят про новые технологии, часто подразумевают материалы — керамику, композиты, улучшенные графитовые прокладки. Но если копнуть, основная беда не в материале сам по себе, а в условиях, которые он не учитывает. Например, на цементном заводе, где я работал, уплотнитель хвостовой печи постоянно выходил из строя не из-за температуры (она была в пределах 300–400°C), а из-за перепадов давления в системе и вибраций от привода. Производитель обещал стойкость до 600°C, но через три месяца уплотнение текло. Разобрались — оказалось, проблема в монтаже: болты не дотянули, и при тепловом расширении появился зазор.
Ещё один момент — абразив. В хвостовой части печи летит не просто горячий воздух, а пыль с частицами клинкера или руды. Если уплотнение не имеет внешней защиты от абразива, материал стирается буквально за недели. Видел случаи, когда ставили дорогие импортные уплотнения, но забывали про щитки-дефлекторы — в итоге ресурс падал в разы. Тут никакая новая технология не спасёт, если общая конструкция не продумана.
Кстати, про материалы. Часто рекламируют графитовые уплотнения как панацею. Да, они хорошо держат температуру и химическую стойкость, но при вибрациях крошатся. На одной из печей в металлургии поставили графитовый набор — через месяц пришлось менять, потому что от сотрясения появились трещины. Перешли на многослойные композиты с металлической прослойкой, ситуация улучшилась, но и цена выросла. Вот и думай, что важнее: дешевле менять чаще или дороже, но реже.
Опыт с китайскими поставщиками: Шуанцзуань и не только
В последние годы много общаюсь с китайскими производителями, в том числе с ООО Ланфанг Лецзя Механические Запчасти. Их сайт https://www.lejiajx.ru довольно информативный, видно, что они работают с цементной, энергетической, горнодобывающей отраслями. Марка Шуанцзуань у них позиционируется как универсальное решение, но, как всегда, есть нюансы. Например, их уплотнения для хвостовых печей я тестировал на небольшой цементной линии — в целом, держались неплохо, особенно при стабильном режиме работы. Но когда начались частые остановки-запуски (из-за ремонтов на участке), появились течи по фланцам. Выяснилось, что материал не очень хорошо переносит циклические температурные нагрузки.
При этом надо отдать должное — у них широкий ассортимент, и для стандартных условий их продукты вполне надёжны. Но если у вас специфические параметры (скажем, высокое содержание серы в газах или экстремальные вибрации), лучше запрашивать кастомизированные решения. Я как-то заказал у них уплотнения с дополнительной армировкой металлической сеткой — сделали, но пришлось долго согласовывать техзадание. В итоге сработало, но сроки растянулись.
Что интересно, китайские производители часто предлагают универсальные решения, которые в теории подходят для многих отраслей. Но на практике, как я заметил, лучше всё-таки выбирать узкоспециализированные варианты. Например, для химической промышленности у Шуанцзуань есть отдельная линейка с повышенной стойкостью к агрессивным средам — вот её стоит рассматривать, если в ваших процессах есть кислотные пары. А для энергетики, где важна стабильность под давлением, у них другие модификации. Главное — не экономить на консультации с их технологами, иначе можно получить не совсем то.
Новые технологии или маркетинг?
Сейчас много говорят про интеллектуальные уплотнения с датчиками износа. Видел такие предложения от европейских брендов — встраивают сенсоры, которые сигнализируют о необходимости замены. Звучит круто, но когда разбираешься, оказывается, что сам датчик может не выдержать тех же условий, что и уплотнение. На одной пробной установке в строительной отрасли такой датчик вышел из строя раньше, чем износилось уплотнение. Итог — лишние затраты и нулевая практическая польза.
По-настоящему полезными новшествами я считаю улучшения в области композитных материалов. Например, сочетание арамидных волокон с термостойкими полимерами — такие уплотнения лучше гасят вибрации и меньше подвержены коррозии. Но опять же, они не везде применимы. На нефтеперерабатывающем заводе мы пробовали подобный композит для печи — в плане температуры и давления всё было отлично, но при контакте с некоторыми углеводородами материал начал разбухать. Пришлось снимать.
Ещё один тренд — модульные системы уплотнений, где можно быстро заменить изношенный сегмент без остановки всей печи. Технология вроде бы не новая, но сейчас появились более точные конструкции с замковыми соединениями. Пробовали на металлургическом комбинате — в целом, удобно, но требует высокой квалификации монтажников. Если сборку провести кое-как, течи неизбежны. Так что иногда новое — это хорошо забытое старое, но с доработками.
Практические кейсы: что сработало, а что нет
Расскажу про случай на цементном заводе в Сибири. Там стояла печь с устаревшим уплотнением на основе асбестовых шнуров — постоянно текло, плюс экологические проблемы. Решили перейти на безасбестовые материалы от одного немецкого бренда. Поставили — и через две недели уплотнение разрушилось. Причина — не учли повышенную влажность в помещении (цех был плохо вентилируем), материал набрал влагу, а при резком нагреве произошло парообразование внутри структуры. Вернулись к асбестовому варианту, но с дополнительной защитой.
Другой пример — на горнодобывающем предприятии, где в печи были сильные перекосы из-за износа опорных роликов. Ставили разные уплотнения, все быстро выходили из строя. Пока не занялись ремонтом самой механики, ничего не помогало. Тут вывод простой: никакое уплотнение хвостовой печи не спасёт, если оборудование не отбалансировано. Сначала привели в порядок ролики и юстировку, потом уже поставили стандартное графитовое уплотнение — и оно отработало положенный срок.
А вот положительный опыт связан как раз с многослойными решениями. На химическом заводе, где в газах присутствовал фтороводород, использовали уплотнение из спецполимера с тефлоновыми вставками. Работало несколько лет без нареканий. Ключевым было то, что инженеры заранее предоставили поставщику (им оказалась как раз компания ООО Ланфанг Лецзя) полный состав газовой среды. Те подобрали материал именно под эти условия. Так что мораль: детальная техническая информация часто важнее, чем новизна технологии.
На что смотреть при выборе сегодня
Сейчас, когда ко мне обращаются за советом по уплотнениям для хвостовых печей, я всегда задаю несколько вопросов. Первое — реальный температурный профиль, не максималка, а именно график с пиками и спадами. Второе — наличие абразивных частиц и их фракция. Третье — химический состав газов, особенно если есть агрессивные компоненты вроде SO2 или HCl. Без этих данных даже самый продвинутый материал может не сработать.
Обращаю внимание и на монтажные условия. Часто уплотнение ставят уже на изношенные фланцы, с задирами и неровностями. Никакой материал это не компенсирует. Рекомендую перед установкой провести хотя бы минимальную механическую обработку поверхностей — иногда простая шлифовка увеличивает срок службы на 30–40%.
И конечно, не гнаться за самым новым. Многие так называемые инновации пока не прошли достаточных испытаний в промышленных условиях. Лучше выбирать решения, которые уже имеют историю применения в аналогичных отраслях. Например, те же уплотнения Шуанцзуань от ООО Ланфанг Лецзя Механические Запчасти — они могут не быть сверхтехнологичными, но зато их тестировали на множестве объектов в цементной и энергетической сферах. Это даёт определённую уверенность.
В итоге, возвращаясь к заголовку — новые технологии в области уплотнителя хвостовой печи есть, но их внедрение должно быть осмысленным. Часто проблема решается не материалом, а исправлением смежных неполадок. И самый надёжный подход — это комплексный анализ условий работы плюс сотрудничество с поставщиками, которые готовы вникать в детали, а не просто продавать универсальную продукцию. Как показывает практика, даже проверенные временем решения могут дать отличный результат, если их правильно применить.